На сайте 123424 инструкции общим размером 499.44 Гб , которые состоят из 6235949 страниц
Фото


Руководство пользователя AWELCO BLUEMIG 145. Основные функции, характеристики и условия эксплуатации изложены на 40 страницах документа в pdf формате.
Доступно к просмотру 32 страницы. Рекомендуем вам скачать файл инструкции, поскольку онлайн просмотр документа может сильно отличаться от оригинала.
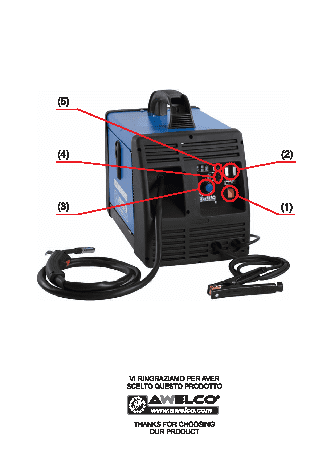
ITALIANO DESCRIZIONE GENERALE 2.4. MONTAGGIO MANIGLIA Saldatrici a filo continuo con possibilita di saldare filo animato senza gas Montare la maniglia secondo la figura usando le viti in dotazione. o con gas per la saldatura di acciaio, inox e alluminio. 1. INFORMAZIONI TECNICHE SULLA SALDATRICE Per mettere in funzione la saldatrice agire sull’interruttore generale ON/OFF (1). L’intensita della corrente di saldatura erogata e regolabile per mezzo di due deviatori (2). La velocita del filo si regola mediante la manopola di variazione della velocita (3). Tre leds rossi visualizzano il livello della velocita (4). La saldatrice e dotata di un dispositivo di protezione termica che interrompe automaticamente l’erogazione della corrente di saldatura quando si raggiungono temperature elevate; in tal caso si accende una spia luminosa gialla (5). Quando la temperatura si e sufficientemente 2.5. MONTAGGIO KIT RUOTE (OPTIONAL) abbassata e ha raggiunto il livello che permette un corretto Alcuni modelli sono dotati di un kit ruote comprendente: Piedino funzionamento della saldatrice, la spia luminosa gialla si spegne. La d’appoggio, pianale, assale, portabombola, catena di fissaggio, maniglia macchina e alimentata automaticamente e si possono riprendere le di trascinamento, 2 ruote in plastica e due tappi o coppiglie di bloccaggio. operazioni di saldatura. Seguire lo schema seguente per il montaggio del kit. 2. INSTALLAZIONE 2.1. CONNESSIONE ELETTRICA La macchina e fornita di uno specifico cavo di alimentazione che non dovrebbe essere prolungato; nel caso cio fosse necessario occorrerebbe usarne uno di sezione uguale a quello della macchina. Prima di collegare la saldatrice alla presa di corrente, accertarsi che il voltaggio sia uguale a quello della macchina e che la potenza erogata sia sufficiente ad alimentare la macchina a pieno carico; accertarsi, inoltre, che l’impianto di alimentazione sia provvisto di un adeguato sistema di messa a terra. Tensione di alimentazione La tensione di alimentazione e di 230 V. 2.2. COLLEGAMENTO DEL GAS (PER I MODELLI PREDISPOSTI) La bombola del gas deve essere posta nell’apposito vano porta-bombola nella parte posteriore della macchina sull’apposita piattaforma. Nel collegamento alla bombola verificare che tutti gli attacchi siano ben serrati. Posizionare la bomboletta da 1Kg. di gas (Opzionale) sul retro della macchina nell’apposita sede e serrate con le cinghie in dotazione (Fig.1). Se la macchina e equipaggiata con una bombola di gas da 5Kg. (Opzionale), dopo aver montato il kit ruote posizionare la bombola sul supporto e serrare con la catena (Fig.2). Se usate il CO 2, e possibile che abbiate bisogno di un adattatore. Chiedetelo al vostro rivenditore. Per il montaggio ruote seguire le seguenti istruzioni: 1. Introdurre l’assale negli appositi fori sul fondo posteriore della carrozzeria. 2. Collegare le ruote all’assale. Fig. 1 Fig. 2 3. Bloccare le ruote con le coppiglie o con i tappi di bloccaggio. 4. Fissare il supporto anteriore con le viti parker date in dotazione 5. Fissare il prolungamento maniglia avvitandolo sulla maniglia fissa in corrispondenza del foro. 3. MONTAGGIO BOBINA, FILO E TORCIA 3.1. MONTAGGIO BOBINA Le macchine possono utilizzare indifferentemente bobine da o100 e o200. L’aspo possiede una frizione, al fine di mantenere sempre il filo rigido. Regulatore 1 Kg Regulatore 5 Kg Adattatore CO 2 2.3. COLLEGAMENTO DELLA MASSA La macchina e fornita di un cavo di massa collegato ad una pinza. Verificare che ci sia un perfetto contatto tra la pinza e il pezzo da saldare. Pulire bene i contatti in modo che non ci siano grassi, ruggine o impurita. Un contatto non perfetto riduce la capacita di saldatura e puo causare, di conseguenza, una saldatura non soddisfacente. Il terminale della pinza di massa va inserito nell’uscita polo positivo (+) per il procedimento di saldatura senza gas; va inserito, invece, nell’uscita polo negativo (-) per il procedimento di saldatura con gas. o100 o200
saldatura. Per smettere di saldare e sufficiente rilasciare il pulsante della 3.2. MOTORE TRAINAFILO torcia. Assicurarsi che il rullino d’avanzamento filo abbia la cava di diametro 4.2. PRESSIONE DEL GAS uguale a quella del filo. Il rullino porta stampigliato sul fianco il diametro La pressione del gas va regolata in modo che l’erogazione corrisponda del filo che si puo adoperare. Per saldare con filo pieno con GAS di ad un valore compreso tra i 6 e i 12 litri. protezione sostituire il rullino del gruppo trainafilo con rullino con 4.3. SALDATURA GAS – NO GAS scanalatura avente forma V per il filo in acciaio e a forma di U per il filo di 4.3.1. Gas – Collegare il morsetto della torcia nell’uscita positiva “+” e la alluminio. Richiedere tali rullini e il riduttore di pressione al vostro pinza della massa nell’uscita negativa “-”. rivenditore di fiducia o alla societa costruttitrice se si intende usare la 4.3.2. No-Gas – (Solo per i modelli che hanno questa predisposizione) saldatrice con gas di protezione. Effettuare il cambio di polarita, collegare, quindi, la pinza della massa 3.3. INSERIMENTO DEL FILO nella connessione positiva “+” e il morsetto della torcia nella connessione 1. Disinnestare il braccetto con molla (1) e ruotarlo verso l’alto (2) in negativa “-”. modo da allontanarlo dal rullino (3). Assicuratevi che il rullino porti stampigliato nel lato a vista il diametro del filo che si sta usando. 2. Con attenzione staccare il filo dalla bobina portafilo. Per evitare noiosi sbobinamenti tenerlo in tensione fino al punto (5). 3. Tagliare i primi 100 mm di filo o comunque tutta la parte non perfettamente diritta. 4. Inserire il filo nella guida (4), sopra il rullino (3) e quindi inserirlo nel tubo capillare (5). 5. Chiudere il braccetto premifilo lasciando la molla caricata. Ruotare la bobina in modo da allentare ulteriormente il filo. 6. La manopola di regolazione della pressione del filo e regolata a meta 4.4. SALDATURA MIG - MAG pressione. Nel caso la pressione sia eccessiva (rischio di appiattire il filo), A) MIG = Metal Inert Gas svitare la manopola in modo da ridurre la pressione. Una pressione B) MAG = Metal Active Gas maggore e richiesta nel caso si usi filo da 0,6 mm. Se il rullino guida I due procedimenti sono perfettamente equivalenti, cio che cambia e il slitta, bisogna aumentare la pressione fino a che il filo avanzi tipo di gas adoperato. Nel caso A il gas adoperato e l’ARGON (gas regolarmente. inerte). Nel caso B il gas adoperato e il CO 2 (gas attivo). Per saldare le leghe d’alluminio o d’inox e necessario adoperare ARGON puro o al massimo una miscela composta dall’80% di ARGON e dal 20% di CO 2. Si puo adoperare la CO 2 da sola soltanto nel caso di saldatura di acciaio al carbonio (ferro). 5. GUIDA ALLA SALDATURA 5.1. REGOLA GENERALE Quando la saldatura e regolata al minimo e necessario che la lunghezza dell’arco sia piccola. Questo si ottiene tenendo la torcia il piu vicino possibile al pezzo da lavorare e con una inclinazione di circa 60 gradi. La lunghezza dell’arco puo essere aumentata man mano che si aumenta l’intensita di corrente, al massimo si puo arrivare ad una distanza di circa 20mm. 5.2. CONSIGLI DI CARATTERE GENERALE Di tanto in tanto alcuni difetti si possono verificare nella saldatura. Questi difetti si possono eliminare prestando attenzione ad alcuni suggerimenti che qui di seguito Vi proponiamo: - Porosita 7. Togliere l’ugello guida gas e la punta di contatto.dalla pistola della torcia. Piccoli fori nella saldatura, non dissimili da quelli della superficie della 8. Metter l’interruttore in posizione “ON” (“ I “). cioccolata, possono essere causati da interruzione del flusso di gas o 9. Tirare il cavo della torcia in modo che sia ben diritto. talvolta dall’in-clusione di piccoli corpi estranei. Il rimedio usuale e molare la saldatura e rifare la saldatura. Prima, pero, bisogna controllare il flusso 10.Premere il pulsante della torcia ed alimentare il filo fino a che esso appaia all’estremita della torcia (attenzione non puntare la pistola contro di gas (circa 8 litri/minuto), pulire benissimo la zona di lavoro e poi voi o altre persone), quindi rilasciare il pulsante. inclinare correttamente la torcia mentre si salda. - Spruzzatura 11.Spegnere la macchina mettendoin posizione “OFF” ( “O”). 12.Riposizionare la punta di contatto e l’ugello gas. Piccole gocce di metallo fuso che provengono dall’arco di saldatura. 13.Tagliare il filo di 6-10 mm oltre la punta. Ora la macchina e pronta per In piccole quantita e inevitabile, ma si puo ridurre al minimo regolando saldare. bene la corrente ed il flusso di gas e tenendo pulita la torcia. - Saldatura stretta e arrotondata E causata dall’avanzamento veloce della torcia oppure dal gas non regolato bene. - Saldatura spessa e larga Puo essere causata da un avanzamento troppo lento della torcia. - Filo bruciato dietro Puo essere causato da un avanzamento del filo lento, dalla punta guidafilo allentata o consumata, filo di bassa qualita, beccuccio guidagas troppo chiuso o corrente troppo elevata. - Scarsa penetrazione Puo essere causata da un avanzamento troppo veloce della torcia, da corrente troppo bassa, da alimentazione del filo non corretta, da polarita 3.4. COLLEGAMENTO DELLA TORCIA invertita, smussi e distanza tra i lembi insufficiente. Curare la regolazione La torcia e collegata direttamente e, quindi e gia pronta per l’uso. Una dei parametri operativi e migliorare la preparazione dei pezzi da saldare. eventuale sostituzione va fatta con molta cura. E’preferibile farla eseguire - Foratura del pezzo da un tecnico esperto. Per sostituire la punta guida gas e sufficiente Puo essere causata dal movimento troppo lento della torcia, corrente svitare oppure tirare verso l’esterno. La punta guida gas va tolta ogni troppo elevata o non corretta alimentazione del filo. qual volta bisogna sostituire l’ugello guidafilo. Tale ugello deve essere - Forte spruzzatura e porosita. sempre del diametro appropriato a quello del filo. Tenere sempre Puo essere causato da una distanza eccessiva del beccuccio guidagas perfettamente pulita la punta guida gas. dal pezzo, da sporco sui pezzi, da scarso flusso di gas o da corrente 4. MODI DI SALDATURA bassa. Bisogna verificare i due parametri, ricordando che il gas non deve 4.1. SALDATURA IN CONTINUO essere inferiore a 78 litri/min. e che la corrente di saldatura deve essere E’ il sistema maggiormente adoperato. Una volta preparata la macchina appropriata al diametro del filo che si sta utilizzando. E’ preferibile avere e sufficiente premere il pulsante della torcia ed iniziare le operazioni di un riduttore di pressione di entrata e di uscita. Sul manometro di uscita e possibile leggere anche la portata espressa in litri. - Instabilita d’arco
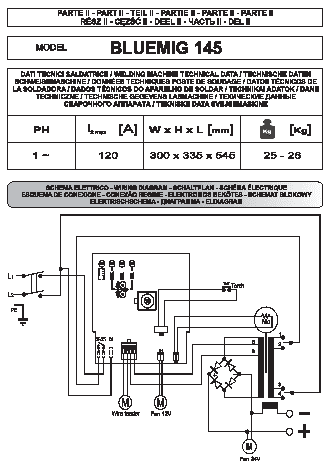
Puo essere causata da tensione insufficiente, avanzamento filo Valore nominale della tensione di irregolare, gas di protezione insufficiente. U 1 … (V/Hz) alimentazione e della frequenza SIGNIFICATO DELLE SCRITTE E DEI SIMBOLI I 2 … (A) Corrente di saldatura I 1 max … (A) Corrente massima assorbita 1 ~ Alimentazione monofase I 1 eff … (A) Corrente effettiva di alimentazione X Duty cycle 3 ~ Alimentazione trifase IP21 Grado di protezione della saldatrice H Classe di isolamento del U 0 … (V) Valore nominale della tensione di trasformatore uscita a vuoto Saldatrice adatta all’uso in un ambiente con rischio accresciuto di Trasformatore raddrizzatore scosse elettriche EN 60974 - 1 Norma di riferimento Caratteristica piatta Simboli riferiti a norme di sicurezza Saldatura a filo MIG-MAG RICERCA DEL GUASTO GUSTO RAGIONI RIMEDI Il filo non avanza quando 1) Sporco sulla punta Soffiare con aria la ruota motrice gira dell’uggello guida filo 2) La frizione dell’aspo Allentare svolgitore e eccessiva 3) Torcia difettosa Controllare guaina guidafilo Alimentazione del filo a scatti o 1) Ugello di contatto difettoso Sostituire intermittente 2) Bruciature nell’ugello Sostituire di contatto 3) Sporco sul solco della ruota Pulire motrice 4) Solco sulla ruota motrice Sostituire consumato Arco spento 1) Cattivo contatto tra pinza di Stringere la pinza e controllare massa e pezzo 2) Corto circuito tra ugello di Pulire oppure sostituire ugello di contatto contatto e tubo guidagas e ugello guidagas Cordatura di saldatura poroso 1) Mancanza dello scudo di gas causato da incrostazioni Pulire dalle incrostazioni o sostituire nell’ugello guidagas 2) Distanza o inclinazione sbagliata della torcia La distanza tra la torcia e il pezzo deve essere di 5 - 10 mm; l’inclinazione non meno di 60° rispetto al pezzo 3) Troppo poco gas Aumentare la quantita 4) Pezzi umidi Asciugare con una pistola ad aria calda o altro mezzo 5) Pezzi con molta ruggine Pulire i pezzi dalla ruggine La macchina cessa improvvisamente 1) La macchina si e surriscaldata di funzionare dopo un uso prolungato per un uso eccessivo e la Lasciare raffreddare la macchina per protezione termica e intervenuta almeno 20 – 30 minuti