На сайте 124169 инструкций общим размером 502.7 Гб , которые состоят из 6277380 страниц
Фото


Руководство пользователя HEAT-PRO 32140010 1м2. Основные функции, характеристики и условия эксплуатации изложены на 12 страницах документа в pdf формате.
Доступно к просмотру 8 страниц. Рекомендуем вам скачать файл инструкции, поскольку онлайн просмотр документа может сильно отличаться от оригинала.
УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Фирма «Ресанта» выражает благодарность за Ваш выбор и гарантирует высокое качество, безупречное функционирование приобретенного Вами изделия марки «Ресанта», при соблюдении правил его эксплуатации. Внимание! Перед использованием данного устройства обязательно прочтите инструкцию. Конструкция сварочного аппарата непрерывно совершенствуется, поэтому приобретенная Вами модель может незначительно отличаться от описываемой здесь. Назначение изделия Сварочный аппарат инверторный (далее - САИ) "Ресанта" предназначен для ручной электродуговой сварки постоянным током покрытым электродом. Компактность конструкции, а также небольшой вес аппарата позволяют сварщику перемещаться по всей площади производимых работ. Технические характеристики аппаратов Модель 160ПН 190ПН 220ПН 250ПН Диапазон рабочего входного 140-240 напряжения, В Максимальный потребляемый ток, А 22 25 30 35 Напряжение холостого хода, В 80 80 80 80 Напряжение дуги, В 26,4 27,6 28,8 30 Диапазон регулирования 10 - 160 10 - 190 10 - 220 10 - 250 сварочного тока, А Продолжительность нагружения, % 70% 160А 70% 190А 70% 220А 70% 250А Максимальный диаметр электрода, мм 4 5 5 6 Класс защиты IP21 IP21 IP21 IP21 Рабочий диапазон температур о окружающей среды, С от – 10 до + 40 Внимание! При понижении входного напряжения снижается сварочный ток, это необходимо учитывать при выборе электрода. Устройство и принцип работы Изделие выполнено в металлическом корпусе. На передней панели имеется регулятор величины сварочного тока (рис.1 поз.2), индикатор "сеть" (рис.1 поз.3), индикатор "перегрев" (рис.1 поз.4), а также силовые разъемы подключения сварочных кабелей (рис.1 поз.5,6). Аппарат оснащен принудительной системой вентиляции, ввиду этого, категорически запрещается закрывать чем-либо вентиляционные отверстия в корпусе. Принцип работы сварочного аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и 3
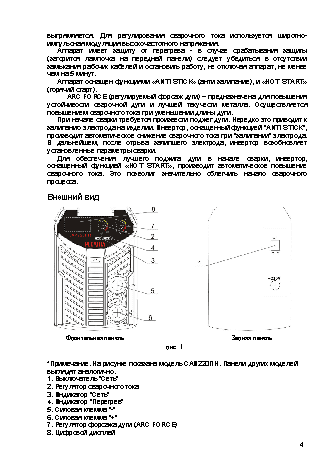
выпрямляется. Для регулирования сварочного тока используется широтно- импульсная модуляция высокочастотного напряжения. Аппарат имеет защиту от перегрева - в случае срабатывания защиты (загорится лампочка на передней панели) следует убедиться в отсутствии замыкания рабочих кабелей и остановить работу, не отключая аппарат, не менее чем на 5 минут. Аппарат оснащен функциями «ANTI STICK» (анти залипание), и «HOT START» (горячий старт). ARC FORCE (регулируемый форсаж дуги) – предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги. При начале сварки требуется произвести поджег дуги. Нередко это приводит к залипанию электрода на изделии. Инвертор, оснащенный функцией "ANTI STICK", производит автоматическое снижение сварочного тока при "залипании" электрода. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Для обеспечения лучшего поджига дуги в начале сварки, инвертор, оснащенный функцией «HOT START», производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Внешний вид Фронтальная панель Задняя панель рис. 1 *Примечание. На рисунке показана модель САИ220ПН. Панели других моделей выглядят аналогично. 1. Выключатель "Сеть" 2. Регулятор сварочного тока 3. Индикатор "Сеть" 4. Индикатор "Перегрев" 5. Силовая клемма "-" 6. Силовая клемма "+" 7. Регулятор форсажа дуги (ARC FORCE) 8. Цифровой дисплей 4
Подготовка и порядок работы 1. Присоединить к силовым клеммам (см. рис.1 поз. 5 и 6) аппарата кабель с электрододержателем и кабель заземления в зависимости от требуемой для данной марки электрода полярности. 2. Убедиться в том, что выключатель "Сеть" (рис.1 поз. 1) находится в положении "ВЫКЛ". 3. Подключить аппарат к сети. 4. Убедиться в том, что регулятор (рис.1 поз. 2) находится в положении минимального сварочного тока. 5. Включить аппарат выключателем "Сеть" (рис.1 поз.1). 6. Поворотом регулятора величины сварочного тока (рис.1 поз. 2) установить требуемое значение, согласно нижеприведенной таблице. Диаметр электродов Ток (А) (мм) 1,6 25-50 2 50-70 2,5 60-90 3,2 90-140 4 130-190 5 160-220 6 200-300 7. После окончания производства сварочных работ установить регулятор (рис.1 поз. 2) в положение минимального сварочного тока. 8. Выключить аппарат выключателем "Сеть" (рис.1 поз.1). 9. Отключить аппарат от сети 10. Отсоединить от аппарата кабель с электрододержателем и кабель заземления. Меры безопасности При работе с аппаратом необходимо соблюдать "Правила технической эксплуатации электроустановок потребителей" и "Правила техники безопасности при эксплуатации электроустановок потребителей". По способу защиты от поражения электрическим током аппарат относится к классу 1 по ГОСТ 12.2.007.0 (с заземлением через шнур питания). Для исключения возможности поражения человека электрическим током необходимо строго обеспечить правильность подключения защитного заземления к розетке. Место проведения сварочных работ должно быть хорошо проветриваемым. Для предотвращения получения термических ожогов , сварочные работы необходимо проводить в защитных перчатках, головном уборе, и специальной одежде. Для защиты лица и глаз необходимо использовать защитную маску сварщика. При проведении сварочных работ соблюдайте меры пожарной безопасности. 5