На сайте 124171 инструкция общим размером 502.73 Гб , которые состоят из 6277477 страниц
Фото

Руководство пользователя VALTEC VTm.293.0.160032. Основные функции, характеристики и условия эксплуатации изложены на 4 страницах документа в pdf формате.
Доступно к просмотру 4 страницы. Рекомендуем вам скачать файл инструкции, поскольку онлайн просмотр документа может сильно отличаться от оригинала.
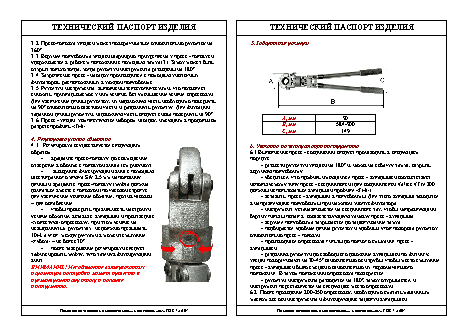
ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ 1.Назначение и область применения Радиальные пресс - клещи предназначены для ручной опрессовки гильз пресс - соединителей трубопроводных систем из пластика, металлополимера (металлопластика), меди и тонкостенной (1 мм) нержавеющей стали. Клещи Производитель: VALTEC s.r.l., Via Pietro Cossa, 2, 25135-Brescia, ITALY комплектуются пресс - насадками с профилем «ТН» для Дн=16,20,26,32 мм. 2.Технические характеристики № Характеристика Ед.изм. Значение 1 Расчетное усилие на рукоятку Н 150 2 Усилие опрессовки при минимальной длине кН 33 рукояток 3 Усилие опрессовки при максимальной длине кН 57 рукояток 4 Угол поворота пресс - головки градус 360? 5 Ресурс циклы 5000 6 Наработка на отказ циклы 2000 7 Вес инструмента (без насадок) г 4760 8 Диапазон диаметров и вес пресс - насадок мм/г 16/264, 20/228, 26 /165, 32/88 3.Устройство и принцип работы ПРЕСС - КЛЕЩИ РАДИАЛЬНЫЕ РУЧНЫЕ С ПРЕСС-ВКЛАДЫШАМИ ПРОФИЛЯ «ТН» Артикул: VTm.293 3.1. Усилие, прикладываемое к рукояткам инструмента (1), с помощью зубчатого механизма передается на выдвижной шток пресс - головки (2), который, сближая две полуобоймы (4), скрепленные замком (3), воздействует на закрепленные в них пресс – вкладыши (5). ПС - 485 3.2. Профиль пресс - насадок должен соответствовать используемому типу пресс - соединителей. Паспорт разработан в соответствии с требованиями ГОСТ 2.601 Паспорт разработан в соответствии с требованиями ГОСТ 2.601
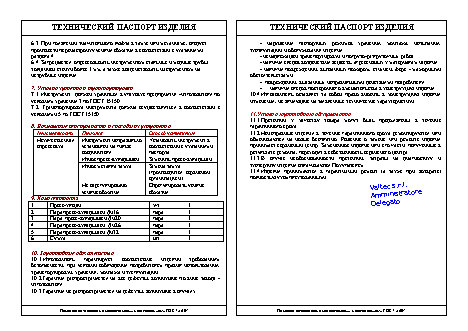
ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ 3.2. Пресс-головка клещей может поворачиваться относительно рукояток на 5.Габаритные размеры 360? . 3.3. Верхняя полуобойма клещей шарнирно прикреплена к пресс - головке и удерживается в рабочем положении с помощью замка (3). Замок может быть открыт только тогда, когда рукоятки инструмента разведены на 180?. 3.4. Закрепление пресс - насадок производится с помощью кнопочных фиксаторов, расположенных в каждой полуобойме. 3.5. Рукоятки инструмента выполнены телескопическими, что позволяет снижать прикладываемое к ним усилие, без уменьшения усилия опрессовки. Для увеличения длины рукояток, их надвижную часть необходимо повернуть на 90? относительно ответной части, и раздвинуть рукоятку. Для фиксации заданной длины рукоятки, надвижную часть следует снова повернуть на 90?. А, мм 90 3.6. Пресс - клещи комплектуются набором насадок, имеющим в продольном разрезе профиль «ТН». B, мм 584-900 С, мм 149 4. Регулировка усилия обжатия 4.1. Регулировка осуществляется следующим 6. Указания по эксплуатации инструмента образом: 6.1.Выполнение пресс - соединений следует производить в следующем - вращайте пресс-головку до совмещения порядке: отверстия в обойме с головкой винта (см.рисунок); - развести рукоятки клещей на 180? и, нажав на собачку замка, открыть - выверните фиксирующий винт с помощью верхнюю полуобойму; шестигранного ключа SW 2,5 мм на половину - убедиться, что профиль имеющихся пресс - вкладышей соответствует длины и вращайте пресс-головку (муфта должна используемому типу пресс - соединителей (для соединителей Valtec VTm.200 двигаться вместе с головкой) по часовой стрелке должны использоваться вкладыши профиля «ТН»); для увеличения усиления обжатия, против часовой - вставить пресс - вкладыши в полуобоймы. Для этого вкладыш заводится – для ослабления; в направляющие полуобоймы при нажатой кнопке фиксатора; - чтобы проверить правильность настройки - инструмент устанавливается на соединителе так, чтобы направляющий усилия обжатия, вставьте вкладыши и произведите буртик гильзы попал в соответствующую канавку пресс - вкладыша; «холостую» опрессовку, при этом усилие на - верхняя полуобойма закрывается до защелкивания замка; невыдвинутых рукоятках не должно превышать - подбирается удобная длина рукояток и удобный угол поворота рукояток 10Н, а угол между ручками в момент смыкания относительно пресс - головки; «губок» – не более 30?; - производится опрессовка гильзы до полного смыкания пресс - - после завершения регулировки следует вкладышей; зафиксировать муфту, туго затянув фиксирующий - раздвинув рукоятки до свободного движения вкладышей по фитингу, винт. клещи поворачивают на 30-45? относительно оси трубы, чтобы место смыкания ВНИМАНИЕ! Несоблюдение вышеуказанных пресс - вкладышей было смещено относительно их первоначального параметров настройки может привести к положения. В таком положении опрессовка повторяется; преждевременному износу и поломке - рукоятки инструмента разводятся на 180?, замок открывается, и инструмента. инструмент переставляется на следующее место опрессовки. 6.2. После проведения 200-250 опрессовок, необходимо смазать машинным маслом все оси инструмента и фиксирующие защелки вкладышей. Паспорт разработан в соответствии с требованиями ГОСТ 2.601 Паспорт разработан в соответствии с требованиями ГОСТ 2.601
ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ 6.3. При появлении значительного люфта в замке или механизме, следует - нарушения паспортных режимов хранения, монтажа, испытания, произвести перенастройку усилия обжатия в соответствии с указаниями эксплуатации и обслуживания изделия; раздела 4. - ненадлежащей транспортировки и погрузо-разгрузочных работ; 6.4. Запрещается опрессовывать инструментом стальные и медные трубы - наличия следов воздействия веществ, агрессивных к материалам изделия; толщиной стенки более 1 мм, а также воздействовать инструментом на - наличия повреждений, вызванных пожаром, стихией, форс - мажорными нетрубные изделия. обстоятельствами; - повреждений, вызванных неправильными действиями потребителя; 7. Условия хранения и транспортировки - наличия следов постороннего вмешательства в конструкцию изделия. 7.1. Инструмент должен храниться в упаковке предприятия –изготовителя по 10.4.Изготовитель оставляет за собой право вносить в конструкцию изделия условиям хранения 3 по ГОСТ 15150. изменения, не влияющие на заявленные технические характеристики. 7.2. Транспортировка инструмента должна осуществляться в соответствии с условиями 5 по ГОСТ 15150. 11.Условия гарантийного обслуживания 11.1.Претензии к качеству товара могут быть предъявлены в течение 8. Возможные неисправности и способы их устранения гарантийного срока. Неисправность Причина Способ устранения 11.2.Неисправные изделия в течение гарантийного срока ремонтируются или Некачественная Инструмент неправильно Установить инструмент в обмениваются на новые бесплатно. Решение о замене или ремонте изделия опрессовка установлен на гильзе соответствии с указаниями принимает сервисный центр. Замененное изделие или его части, полученные в соединителя паспорта результате ремонта, переходят в собственность сервисного центра. Износ пресс-вкладышей Заменить пресс-вкладыши 11.3.В случае необоснованности претензии, затраты на диагностику и Износ металла замка Замена замка экспертизу изделия оплачиваются Покупателем. (производится сервисной 11.4.Изделия принимаются в гарантийный ремонт (а также при возврате) организацией) полностью укомплектованными. Не отрегулировано Отрегулировать усилие Valtec s.r.l. усилие обжатия обжатия Amministratore 9. Комплектность Delegato 1 Пресс-клещи к-т 1 2 Пара пресс-вкладышей Дн16 пара 1 3 Пара пресс-вкладышей Дн20 пара 1 4 Пара пресс-вкладышей Дн26 пара 1 5 Пара пресс-вкладышей Дн32 пара 1 6 Сумка шт 1 10. Гарантийные обязательства 10.1.Изготовитель гарантирует соответствие изделий требованиям безопасности, при условии соблюдения потребителем правил использования, транспортировки, хранения, монтажа и эксплуатации. 10.2.Гарантия распространяется на все дефекты, возникшие по вине завода - изготовителя. 10.3.Гарантия не распространяется на дефекты, возникшие в случаях: Паспорт разработан в соответствии с требованиями ГОСТ 2.601 Паспорт разработан в соответствии с требованиями ГОСТ 2.601