На сайте 124163 инструкции общим размером 502.65 Гб , которые состоят из 6277023 страниц
Фото
Руководство пользователя VALTEC VTp.799.E. Основные функции, характеристики и условия эксплуатации изложены на 5 страницах документа в pdf формате.
Доступно к просмотру 5 страниц. Рекомендуем вам скачать файл инструкции, поскольку онлайн просмотр документа может сильно отличаться от оригинала.
ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ 1. Назначение и область применения Комплект сварочного оборудования предназначен для производства ручной полифузионной сварки напорных полипропиленовых труб и фитингов. Производитель: VALTEC s.r.l., Via Pietro Cossa, 10, 25135-Brescia, ITALY; Применяется при монтаже трубопроводных систем различного назначения ERAL Kaynak Makinalari ve El Aletleri San.Tic.Ltd.Sti. из полипропиленовых труб наружным диаметром от 20 до 40мм. Izmir Kemalpasa Asfalti Cad.No: 39 Ulucak-Kemalpasa/Izmir-TURKEY 2. Комплект поставки № Наименование Количество 1 Чемодан металлический 1 шт. 2 Аппарат для сварки 1 шт. 3 Крестовидная подставка под сварочный аппарат 1 шт. 4 Комплект уровень + 2 пробки с резьбой 1 шт. 5 Уровень пластиковый 1 шт. 6 Пробки полипропиленовые с наружной резьбой 1/2" 2 шт. 7 Комплект насадок ?20 мм (муфта + раструб) 1 пара 8 Комплект насадок ?25 мм (муфта + раструб) 1 пара 9 Комплект насадок ?32 мм (муфта + раструб) 1 пара 10 Комплект насадок ?40 мм (муфта + раструб) 1 пара 11 Резак для труб от ?20 мм до ?40 1 шт. 12 Рулетка 1 шт. 13 Ключ шестигранный SW5 1 шт. 14 Ключ цилиндрический 1 шт. 1500 Вт 15 Паспорт 1 шт. 3. Технические характеристики Ед. № Характеристика Значение изм. КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ 1 Потребляемая мощность Вт 1500 СВАРКИ ПОЛИПРОПИЛЕНОВЫХ ТРУБ 2 Напряжение питания В 220?240 ER-04 3 Частота тока питания Гц 50?60 4 Количество ступеней нагрева шт. 1 5 Форма нагревательной панели - мечевидная Артикул: VTp.799.Е 6 Регулятор температуры - термостат 7 Диапазон регулирования температуры ?С 50?300 8 Погрешность регулирования температуры ?С ±5 ПС - 7955 9 Класс защиты от поражения электрическим - током I Время нагрева аппарата до рабочей 10 мин. 10 температуры (260?С), не более 11 Размер сменных насадок мм 20, 25, 32, 40 Паспорт разработан в соответствии с требованиями ГОСТ 2.601 Паспорт разработан в соответствии с требованиями ГОСТ 2.601
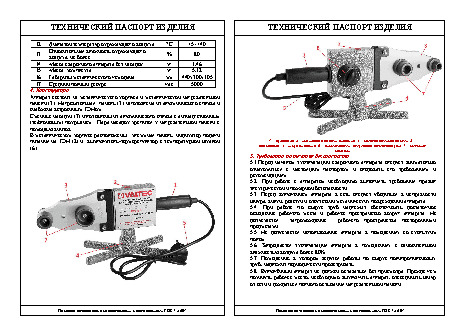
ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ 12 Диапазон температур окружающего воздуха ?С +5?+40 Относительная влажность окружающего 13 % 80 воздуха, не более 14 Масса сварочного аппарата без насадок кг 1,46 15 Масса комплекта кг 5,12 16 Габариты металлического чемодана мм 440х300х105 17 Средний полный ресурс час 5000 4. Конструкция Аппарат состоит из металлического корпуса и металлической нагревательной панели (3). Нагревательная панель (3) изготовлена из алюминиевого сплава и снабжена встроенным ТЭНом. Сменные насадки (7) изготовлены из алюминиевого сплава с антиадгезионным (тефлоновым) покрытием. Пара насадок крепится к нагревательной панели с помощью винтов. В металлическом корпусе расположены: клеммная панель; индикатор подачи питания на ТЭН (2) и выключатель-терморегулятор с температурной шкалой 1 – рукоятка; 2 –индикатор подачи питания; 3 – нагревательная панель; 4 – подставка; 5 – шнур питания; 6 – выключатель -регулятор температуры; 7 – сменные (6). насадки 5. Требования по технике безопасности 5.1.Перед началом эксплуатации сварочного аппарата следует внимательно ознакомиться с настоящим паспортом и следовать его требованиям и рекомендациям. 5.2. При работе с аппаратом необходимо выполнять требования правил электрической и пожарной безопасности. 5.3. Перед включением аппарата в сеть следует убедиться в исправности шнура, вилки, розетки и отсутствии механических повреждений аппарата. 5.4. При работе по сварке труб надлежит обеспечивать достаточное освещение рабочего места и рабочее пространство вокруг аппарата. Не допускается загромождение рабочего пространства посторонними предметами. 5.5. Не допускается использование аппарата в помещениях со скользким полом. 5.6. Запрещается эксплуатация аппарата в помещениях с относительной влажностью воздуха более 80%. 5.7. Помещение, в котором ведутся работы по сварке полипропиленовых труб, надлежит периодически проветривать. 5.8. Включённый аппарат не должен оставаться без присмотра. Прежде чем покинуть рабочее место, необходимо выключить аппарат, отсоединить шнур от сети и дождаться полного остывания нагревательной панели. Паспорт разработан в соответствии с требованиями ГОСТ 2.601 Паспорт разработан в соответствии с требованиями ГОСТ 2.601
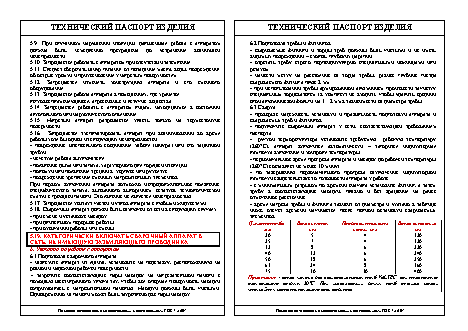
ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ ТЕХНИЧЕСКИЙ ПАСПОРТ ИЗДЕЛИЯ 5.9. При случайном нарушении изоляции дальнейшая работа с аппаратом 6.2 Подготовка трубы и фитингов должна быть немедленно прекращена до устранения возникшей - свариваемые фитинги и торцы труб должны быть чистыми и не иметь неисправности. видимых повреждений – сколов, глубоких царапин; 5.10. Запрещается работать с аппаратом при отсутствии заземления. - отрезать трубу строго перпендикулярно специальными ножницами или 5.11. Следует оберегать шнур питания от попадания масла, воды, повреждения резаком; об острые кромки и прикосновения к нагретым поверхностям. - нанести метку на расстояние от торца трубы, равное глубине гнезда 5.12. Запрещается изменять конструкцию аппарата и его сменного свариваемого фитинга плюс 2 мм; оборудования. - при использовании трубы армированной алюминием произвести зачистку 5.13. Запрещается работа аппарата в помещениях, где хранятся специальным торцевателем (в комплект не входит), чтобы удалить средний легковоспламеняющиеся, агрессивные и летучие вещества. слой алюминиевой фольги на 1…2 мм в зависимости от диаметра трубы. 5.14. Запрещается работать с аппаратом лицам, находящимся в состоянии 6.3 Сварка алкогольного или наркотического опьянения. - проверьте надежность установки и правильность подготовки аппарата и 5.15. Нагретый аппарат разрешается класть только на термостойкие свариваемых труб и фитингов; поверхности. - подключите сварочный аппарат к сети, соответствующей требованиям 5.16. Запрещается эксплуатировать аппарат при возникновении во время паспорта; работы хотя бы одной из следующих неисправностей: - ручкой терморегулятора установите требуемую рабочую температуру - повреждение штепсельного соединения кабеля (шнура) или его защитной (260?С), аппарат включится автоматически – загорится индикаторная трубки; лампочка включения и контроля температуры; - нечеткая работа выключателя; - первоначальное время прогрева аппарата и насадок до рабочей температуры - появление дыма или запаха, характерного для горящей изоляции; (260?С) составляет не менее 10 минут; - поломки или появления трещин в корпусе или рукоятке; - по завершению первоначального прогрева отключение индикаторной - повреждение крепления сменных нагревательных элементов. лампочки свидетельствует о готовности аппарата к работе; При первом включении аппарата возможно непродолжительное появление - с минимальным разрывом по времени сначала установите фитинг, а затем специфического запаха, вызванного выгоранием остатков технологической трубу в соответствующие насадки, плавно и без вращения на ранее смазки с греющей панели. Это явление не является неисправностью. отмеченное расстояние; 5.17. Запрещается контакт частей и узлов аппарата с любыми жидкостями. - время нагрева трубы и фитинга зависит от диаметра и указано в таблице 5.18. Сварочный аппарат должен быть отключен от сети в следующих случаях: ниже, отсчет времени начинается после полной остановки свариваемых - при смене и установке насадок; элементов - при длительном перерыве работы; Диаметр трубы, Время нагрева, Продолжительность Время остывания, - при окончании работы или смены. мм сек сварки, сек сек 5.19. КАТЕГОРИЧЕСКИ ВКЛЮЧАТЬ СВАРОЧНЫЙ АППАРАТ В 20 5 4 120 СЕТЬ, НЕ ИМЕЮЩУЮ ЗАЗЕМЛЯЮЩЕГО ПРОВОДНИКА 25 7 4 120 32 8 6 220 6. Указания по работе с аппаратом 40 12 6 240 6.1 Подготовка сварочного аппарата: 50 18 6 250 - извлеките аппарат из ящика, установите на подставку, расположенную на 63 24 8 360 ровной и надежной рабочей поверхности; 75 30 10 400 - закрепите соответствующие пары насадок на нагревательной панели с Примечание – время указано для полипропиленовых труб VALTEC, при температуре помощью шестигранного ключа так, чтобы вся опорная поверхность насадки окружающего воздуха 20?С. При использовании других труб режимы сварки соприкасалась с нагревательной панелью. Насадки должны быть чистыми. уточняйте у соответствующего производителя. Одновременно на панели может быть закреплено две пары насадок. Паспорт разработан в соответствии с требованиями ГОСТ 2.601 Паспорт разработан в соответствии с требованиями ГОСТ 2.601