На сайте 124245 инструкций общим размером 502.98 Гб , которые состоят из 6280614 страниц
Фото


Руководство пользователя РЕСАНТА САИПА-200. Основные функции, характеристики и условия эксплуатации изложены на 12 страницах документа в pdf формате.
Доступно к просмотру 9 страниц. Рекомендуем вам скачать файл инструкции, поскольку онлайн просмотр документа может сильно отличаться от оригинала.
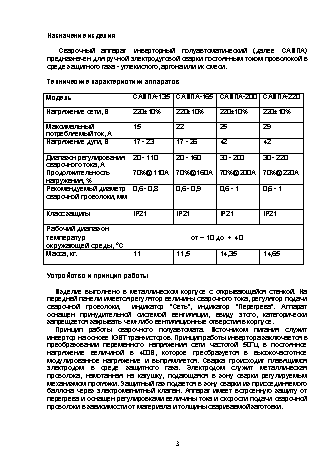
Назначение изделия Сварочный аппарат инверторный полуавтоматический (далее САИПА) предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа - углекислого, аргона или их смеси. Технические характеристики аппаратов Модель САИПА-135 САИПА-165 САИПА-200 САИПА-220 Напряжение сети, В 220±10% 220±10% 220±10% 220±10% Максимальный 15 22 25 29 потребляемый ток, А Напряжение дуги, В 17 - 23 17 - 26 42 42 Диапазон регулирования 20 - 110 20 - 160 30 - 200 30 - 220 сварочного тока, А Продолжительность 70%@110А 70%@160А 70%@200А 70%@220А нагружения, % Рекомендуемый диаметр 0,6 - 0,8 0,6 - 0,9 0,6 - 1 0,6 - 1 сварочной проволоки, мм Класс защиты IP21 IP21 IP21 IP21 Рабочий диапазон температур от – 10 до + 40 о окружающей среды, С Масса, кг. 11 11,5 14,35 14,65 Устройство и принцип работы Изделие выполнено в металлическом корпусе с открывающейся стенкой. На передней панели имеется регулятор величины сварочного тока, регулятор подачи сварочной проволоки, индикатор "Сеть", индикатор "Перегрева". Аппарат оснащен принудительной системой вентиляции, ввиду этого, категорически запрещается закрывать чем-либо вентиляционные отверстия в корпусе. Принцип работы сварочного полуавтомата. Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки. 3
Внешний вид и органы управления (а – САИПА 135,165; б - САИПА 200,220) 2 1 6 5 3 а) б) 4 рис. 1 1. Выключатель питания; 2. Индикатор “Сеть”; 3. Регулятор величины сварочного тока и подачи сварочной проволоки; 4. Регулятор напряжения дуги; 5. Индикатор “Перегрев”; 6. Кнопка протяжки сварочной проволоки. Сила сварочного тока (рис.1, поз.3). С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода. Скорость подачи электродной проволоки (рис.1, поз.3) связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги. Напряжение дуги (рис.1, поз.4). С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока. Скорость сварки. С увеличением скорости сварки уменьшается все геометрические размеры шва. Она устанавливается в зависимости от толщины свариваемого металла и с учетом обеспечения хорошего формирования шва. При слишком большой скорости сварки конец электрода может выйти из зоны защиты и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное увеличение сварочной ванны и повышает вероятность образования пор в металле шва. Вылет электрода. С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину 4
вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки. Расход защитного газа определяют в основном в зависимости от выбранного диаметра электродной проволоки, но на него оказывают также влияние скорость сварки, конфигурация изделия и наличие движения воздуха, т.е. сквозняков в цехе, ветра и др. Для улучшения газовой защиты в этих случаях приходится увеличивать расход защитного газа, уменьшать скорость сварки, приближать сопло к поверхности металла или пользоваться защитными щитами. Наклон электрода вдоль шва оказывает большое влияние на глубину провара и качество шва. При сварке углом вперед труднее вести наблюдение за формированием шва, но лучше видны свариваемые кромки и легче направлять электрод точно по зазору между ними. Ширина шва при этом возрастает, а глубина провара уменьшается. Сварку углом вперед рекомендуется применять при небольших толщинах металла, когда существует опасность сквозных прожогов. При сварке углом назад улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл получается более плотным. Диаметр электродной 0,5 – 0,8 1 – 1,4 проволоки, мм Вылет электрода, мм 7 – 10 8 – 15 Расстояние от сопла горения до поверхности 7 – 10 8 – 14 свариваемого металла, мм Расход углекислого газа, 3 5 – 8 8 – 16 дм / мин Род тока и полярность. Сварку в защитном газе выполняют постоянным током обратной полярности. При этом на сварочную горелку подается «+», а на деталь «-». Сварку полуавтоматическим сварочным аппаратом без подачи газа выполняют постоянным током прямой полярности. Меры безопасности При работе с аппаратом необходимо соблюдать "Правила технической эксплуатации электроустановок потребителей" и "Правила техники безопасности при эксплуатации электроустановок потребителей". По способу защиты от поражения электрическим током аппарат относится к классу 1 по ГОСТ 12.2.007.0 (с заземлением через шнур питания). Для исключения возможности поражения человека электрическим током необходимо строго обеспечить правильность подключения защитного заземления к розетке. Место проведения сварочных работ должно быть хорошо проветриваемым. Для предотвращения получения термических ожогов, сварочные работы необходимо проводить в защитных перчатках, головном уборе, и специальной одежде. Для защиты лица и глаз необходимо использовать защитную маску сварщика. При проведении сварочных работ соблюдайте меры пожарной безопасности: 5