На сайте 124199 инструкций общим размером 502.84 Гб , которые состоят из 6278836 страниц
Фото

Руководство пользователя РЕСАНТА САИПА 165. Основные функции, характеристики и условия эксплуатации изложены на 12 страницах документа в pdf формате.
Доступно к просмотру 7 страниц. Рекомендуем вам скачать файл инструкции, поскольку онлайн просмотр документа может сильно отличаться от оригинала.
Назначение изделия Сварочный аппарат инверторный полуавтоматический (далее САИПА) предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа - углекислого, аргона или их смеси. Технические характеристики аппаратов Модель САИПА- САИПА- САИПА- САИПА- 135 165 200 220 Напряжение сети, В 220±10% 220±10% 220±10% 220±10% Максимальный 15 22 25 29 потребляемый ток, А Напряжение дуги, В 17 - 23 17 - 26 42 42 Диапазон 20 - 110 20 - 160 30 - 200 30 - 220 регулирования сварочного тока, А Продолжительность 70%@110 70%@160 70%@200 70%@220 нагружения, % А А А А Рекомендуемый 0,6 - 0,8 0,6 - 0,9 0,6 - 1 0,6 - 1 диаметр сварочной проволоки, мм Класс защиты IP21 IP21 IP21 IP21 Масса, кг. 11 11,5 14,35 14,65 Устройство и принцип работы Изделие выполнено в металлическом корпусе с открывающейся стенкой. На передней панели имеется регулятор величины сварочного тока, регулятор подачи сварочной проволоки, индикатор "Сеть", индикатор "Перегрева". Аппарат оснащен принудительной системой вентиляции, ввиду этого, категорически запрещается закрывать чем-либо вентиляционные отверстия в корпусе. Принцип работы сварочного полуавтомата. Источником питания служит инвертор не основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки. 3
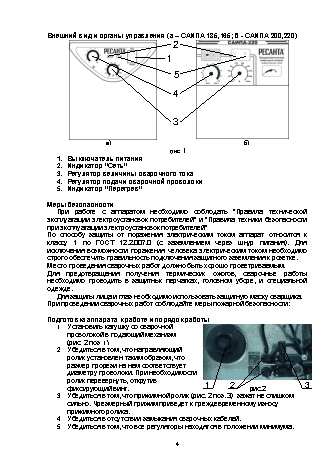
Внешний вид и органы управления (а – САИПА 135,165; б - САИПА 200,220) 2 1 5 4 3 а) б) рис. 1 1. Выключатель питания 2. Индикатор “Сеть” 3. Регулятор величины сварочного тока 4. Регулятор подачи сварочной проволоки 5. Индикатор “Перегрев” Меры безопасности При работе с аппаратом необходимо соблюдать "Правила технической эксплуатации электроустановок потребителей" и "Правила техники безопасности при эксплуатации электроустановок потребителей". По способу защиты от поражения электрическим током аппарат относится к классу 1 по ГОСТ 12.2.007.0 (с заземлением через шнур питания). Для исключения возможности поражения человека электрическим током необходимо строго обеспечить правильность подключения защитного заземления к розетке. Место проведения сварочных работ должно быть хорошо проветриваемым. Для предотвращения получения термических ожогов, сварочные работы необходимо проводить в защитных перчатках, головном уборе, и специальной одежде. Для защиты лица и глаз необходимо использовать защитную маску сварщика. При проведении сварочных работ соблюдайте меры пожарной безопасности: Подготовка аппарата к работе и порядок работы 1. Установить катушку со сварочной проволокой в подающий механизм (рис. 2 поз. 1) 2. Убедиться в том, что направляющий ролик установлен таким образом, что размер прорези на нем соответствует диаметру проволоки. При необходимости ролик перевернуть, открутив 1 2 3 фиксирующий винт. рис.2 3. Убедиться в том, что прижимной ролик (рис. 2 поз. 3) зажат не слишком сильно. Чрезмерный прижим приведет к преждевременному износу прижимного ролика. 4. Убедиться в отсутствии замыкания сварочных кабелей. 5. Убедиться в том, что все регуляторы находятся в положении минимума. 4
6. Вставить вилку аппарата в розетку сети. 7. Включить аппарат выключателем на передней панели (рис. 1, поз. 1). загорится индикатор «Сеть» (рис. 1, поз. 2). 8. Установить регулятор подачи проволоки (рис. 1, поз. 4) в среднее положение. 9. Кратковременными нажатиями на кнопку сварочного пистолета добиться протягивания проволоки через механизм подачи. При необходимости отрегулировать скорость подачи проволоки регулятором (рис. 1, поз. 4). 10. Выключить аппарат выключателем на передней панели (рис. 1, поз. 1). 11. Подсоединить баллон с CO2 к порту на задней панели аппарата. 12. Регулятором редукционного клапана на баллоне установить требуемое давление газа. 13. Включить аппарат выключателем на передней панели (рис. 1, поз. 1). загорится индикатор «Сеть» (рис. 1, поз. 2). 14. Регулятором сварочного тока (рис. 1, поз. 3) установить необходимое значение. 15. После окончания сварочных работ установить все регуляторы в положение минимума, закрыть кран на баллоне. 16. Выключить аппарат выключателем на передней панели (рис. 1, поз. 1). 17. Выдернуть вилку аппарата из розетки сети. *Примечание: при необходимости использования обратной полярности следует поменять местами провода на клеммах (рис. 2, поз. 2). Запрещается ? Использовать аппарат во время дождя или во влажном помещении. ? Использовать режущие инструменты (дрели, "болгарки", электропилы и т.п.) рядом с включенным аппаратом это приведет к попаданию металлической пыли внутрь и выходу его из строя. ? Производить сварочные работы при наличии повреждения изоляции сетевого провода или сварочных кабелей. ? Перед включением необходимо выдержать аппарат не мене двух часов при положительной температуре окружающей среды для предотвращения появления конденсата. Комплект поставки САИПА "Ресанта" 1 шт. Кабель с горелкой 1 шт. Кабель с клеммой заземления 1 шт. Паспорт изделия 1 шт. Упаковка 1 шт. Правила хранения Изделие должно храниться в таре предприятия-изготовителя при температуре от –10°С до +50°С, при относительной влажности не более 80%. В помещении для хранения не должно быть пыли, паров кислот и щелочей. Транспортировка Транспортировка блоков в упаковке изготовителя может производиться любым видом транспорта на любое расстояние. 5