На сайте 124163 инструкции общим размером 502.65 Гб , которые состоят из 6277023 страниц
Фото

Руководство пользователя КАЛИБР СВИ-160АПГ. Основные функции, характеристики и условия эксплуатации изложены на 14 страницах документа в pdf формате.
Доступно к просмотру 8 страниц. Рекомендуем вам скачать файл инструкции, поскольку онлайн просмотр документа может сильно отличаться от оригинала.
Уважаемый покупатель! При покупке сварочного инвертора: (модели: СВИ - 160АПГ) убедитесь, что в талоне на гарантийный ремонт по- ставлены: штамп магазина, дата продажи и подпись продавца, а также указана модель и заводской номер сварочного инвертора. Перед включением внимательно изучите настоящий паспорт. В процессе экс- плуатации соблюдайте требования настоящего руководства, чтобы обеспечить оптимальное функционирование оборудования и продлить срок его службы. Комплексное полное техническое обслуживание и ремонт в объёме, превы- шающем перечисленные данным руководством операции, должны производится квалифицированным персоналом на специализированных предприятиях. Уста- новка, и необходимое техническое обслуживание оборудования производится пользователем и допускается только после изучения данного руководства по экс- плуатации. 1. Основные сведения об изделии 1.1 Сварочный инвертор (далее по тексту - инвертор) предназначен для арго- но-дуговой сварки нержавеющей, легированной, углеродистой стали и других цветных металлов в режиме постоянного тока (DC), а в режиме переменного тока (AC) - для сварки алюминия и его сплавов. Изготовитель/ поставщик не отвечает за повреждения, вызванные ненадле- жащим использованием инвертора. Риск несёт исключительно пользователь. Ис- пользование по назначению предполагает соблюдение инструкций по эксплуата- ции, а также требований по проверке и техническому обслуживанию. 1.2 Данная модель предназначена для работы в условиях умеренного климата при температуре от +10 до +40 С и относительной влажности воздуха не более 80%. 1.3 Транспортировка инвертора производится в закрытых транспортных сред- ствах в соответствии с правилами перевозки грузов, действующих на транспорте данного вида. 1.4 Габаритные размеры и вес данных моделей представлены в таблице ниже: Модель СВИ 160АПГ Габаритные размеры без упаковки/ в упаковке, мм: - длина 478 / 590 - ширина 233 / 360 - высота 348 / 480 Вес нетто/брутто, кг 19,0 / 25,0
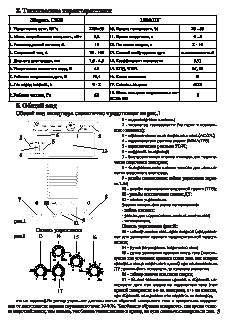
2. Технические характеристики Модель СВИ 160АПГ 1. Напряжение сети, В/Гц 220/~50 10. Баланс полярности, % 20 - 80 2. Макс. потребляемая мощность, кВт 3,6 11. Время спада тока, с 0 - 5 3. Рекомендуемый автомат, А 18 12. Газ после сварки, с 2 - 10 4. Сварочный ток, А 10 - 160 13. Способ возбуждения дуги высокочастотный 5. Диаметр электродов, мм 1,6 - 4,0 14. Коэффициент мощности 0,93 6. Напряжение холостого хода, В 45 15. КПД, ПВ% 85, 60 7. Рабочее напряжение дуги, В 16,4 16. Класс изоляции B 8. Газ перед сваркой, с 0 - 2 17. Степень защиты IP21 18. Макс. толщина свариваемого ме- 9. Рабочая частота, Гц 60 8 талла, мм 3. Общий вид Общий вид инвертора схематично представлен на рис.1 14 15 13 14 15 19 16 11 12 18 17
6. Работа 6.1 В большинстве случаев электрод подключается к быстрозажимной клемме «плюс» 8 рис.1, однако есть некоторые виды электродов, подклю- чаемых к быстрозажимной клемме «минус» 7 рис.1, поэтому подключать сварочные кабели следует в соответствии с полярностью аппарата «+» и «-» и типом электродов. 6.2 Рекомендуется всегда следовать инструкциям производителя о вы- боре вида электродов, так как в ней указаны и полярность подключения и оптимальный ток сварки. 6.3 Ток сварки должен выбираться в зависимости от диаметра электро- да и типа обрабатываемого материала. Ниже приводится таблица соответ- ствия допустимого тока сварки и диаметра электрода: Диаметр элек- Ток сварки, А трода, мм минимальный максимальный 1,6 25 50 2,0 40 80 2,5 60 110 3,2 80 160 4,0 120 200 Помните, что характер сварочного шва зависит не только от силы тока, но и от других параметров, таких как диаметр и качество элек- тродов, длина дуги, скорости сварки и положения сварщика, а также от состояния электродов, которые должны храниться в упаковке и быть защищены от сырости. 6.4 Ток сварки регулируется с помощью ручки 14 (рис.1). 6.5 Чтобы начать сварку нужно прикоснуться к месту сварки концом электрода, при этом движение руки должно быть похоже на то, каким вы зажигаете спичку. Это и есть правильный метод зажигания дуги. Внимание! Не стучите электродом по рабочей поверхности при по- пытках зажечь дугу, так как это может привести к его повреждению и в дальнейшем только затруднит зажигание дуги. 6.6 Как только произойдёт зажигание дуги, электрод нужно держать на таком расстоянии S (см. рис.3) от обрабатываемого материала, которое со- ответствует диаметру электрода D (см. рис32). Для получения равномер- ного шва далее необходимо соблюдать эту дистанцию по возможности по- стоянной. Также необходимо помнить, что наклон оси электрода должне быть примерно 20-30 градусов. (см. рис.4).